


hotline
18606277077
當采用不同尺寸的刀具加工同一輪廓尺寸的零件,或同一名義尺寸的刀具因換刀重調、磨損以及切削力使工件、刀具、機床變形引起工件尺寸變化時,為加工出合格的零件,必須進行刀具位置補償。
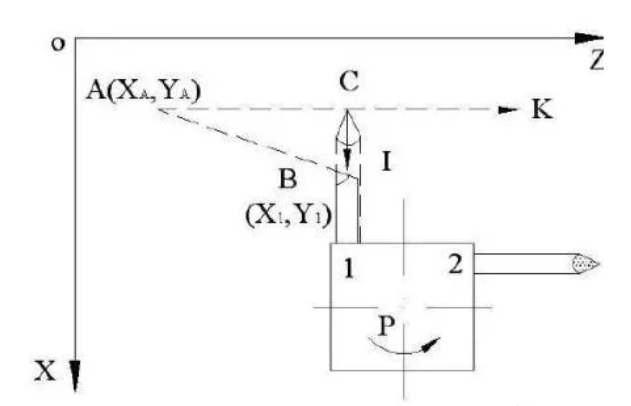
如圖所示,車床的刀架裝有不同尺寸的刀具。設圖示刀架的中心位置為各刀具的換刀點,并以1號刀具的刀尖B點為所有刀具的編程起點。
當換2號刀具加工時,2號刀具的刀尖在C點位置,要想運用A、B兩點的坐標值來實現從C點到A點的運動,就必須知道B點和C點的坐標差值,利用這個差值對B到A的位移量進行修正,就能實現從C到A的運動。

從以上分析可以看出,數控系統進行刀具位置補償,就是用刀補值對刀補建立程序段的增量值進行加修正,對刀補撤銷段的增量值進行減修正。
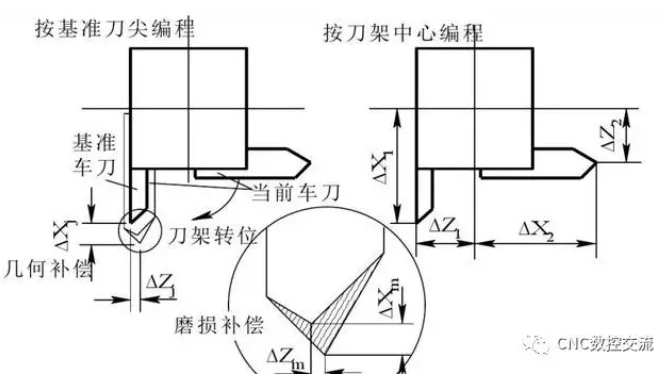
這里的1號刀是標準刀,我們只要在加工前輸入與標準刀的差I、Ks就可以了,想學習UG編程在QQ群304214709可以給你幫助,學習指導,在這種情況下,標準刀磨損后,整個刀庫中的刀補都要改變。
為此,有的數控系統要求刀具位置補償的基準點為刀具相關點。因此,每把刀具都要輸入I、Ko,其中I、K,是刀尖相對刀具相關點的位置差。
(1)不具備刀具半徑補償功能的系統補償
在通常的編程中,將刀尖看作是一一個點,然而實際數控切削加工中為了提高刀尖的強度,降低加工表面粗糙度,刀尖處成圓弧過渡刃。在切削內孔、外圓及端面時,刀尖圓弧不影響其尺寸、形狀,但在切削錐面和圓弧時,則會造成過切或少切現象。
此時可以用刀尖半徑補償功能來消除誤差。
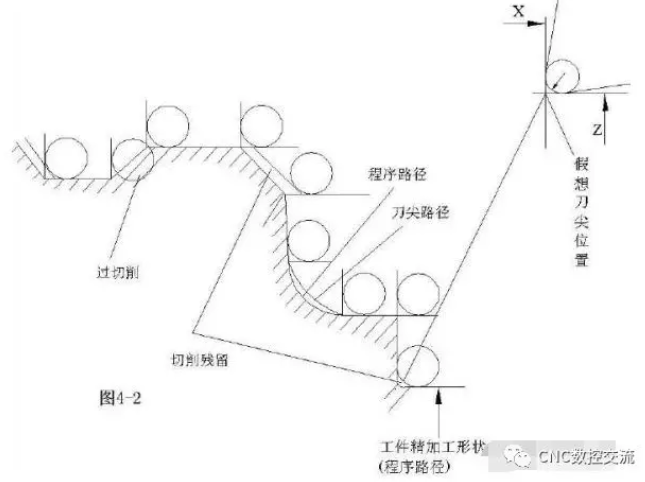
簡易數控系統不具備半徑補償功能,因此,當零件精度要求較高且又有圓錐或圓弧表面時,要么按刀尖圓弧中心編程,要么在局部進行補償計算,來消除刀尖半徑引起的誤差。
1)按假想刀尖編程加工錐面
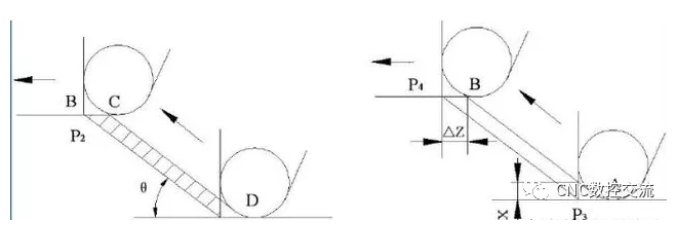
數控車床總是按“假想刀尖”點來對刀,使刀尖位置與程序中的起刀點(或換刀點)重合。所謂假想刀尖如圖3-73所示,b為圓頭車刀,P點為圓頭刀假想刀尖,相當于a圖中尖頭刀的刀尖點。
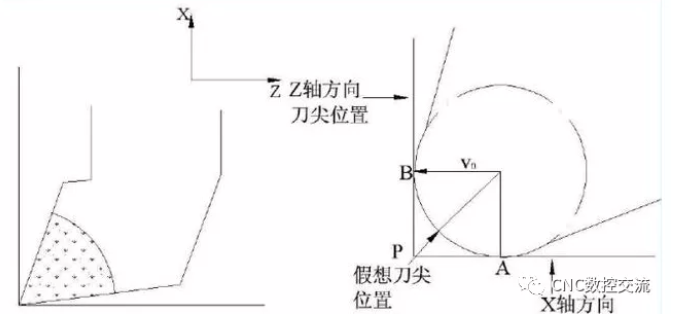
若假想刀尖加工如圖3-74所示工件輪廓AB移動,即P,P與AB重合,并按AB尺寸編程,則必然產生圖a中欠切的區域ABCD,造成殘留誤差。因此按圖b所示,使車刀的切削點移至AB,并沿AB移動,從而可避免殘留誤差,但這時假想刀尖軌跡P,P與輪廓在X方向和Z方向分別產生誤差AX和NZ。
2)按假想刀尖編程加工圓弧
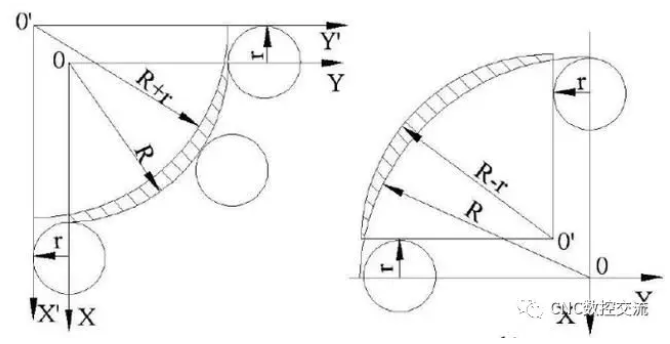
如果按假想刀尖編程車削半徑為R的凸凹圓弧表面AB時,會出現如圖3-75所示的情況。圖中(a) 為車削半徑為R的凸圓弧,由于r的存在,則刀尖P點所走的圓弧軌跡并不是工件所要求的圓弧形狀。
其圓心為“O”,半徑為“R+r”,此時編程人員仍按假想刀尖P點進行編程,不考慮刀尖圓弧半徑的影響,即粗實線輪廓應按圖中虛實線參數進行編程。但要求加工前應在刀補拔碼盤上給z向和x向分別加一個補償量r。同理,在切削凹圓弧,如圖3-75 (b)時,則在x向和z向分別減一個補償量r。
3)按刀尖圓弧中心軌跡編程
不具備刀具半徑補償功能的數控系統,除按假想刀尖軌跡數據編程外,還可以按刀心軌跡編程。
上一個:速豹車刀片 WNMG080408-S,牛掰了下一個:金屬零件你知道,但你會選擇加工材料嗎?

 EN
EN
 客服
客服